

发布时间:2022-04-13
阀门常用的硬化技术有堆焊、镀硬铬、渗氮及喷涂等。
1.堆焊硬质合金
硬度可达30HRC以上。阀内件表面堆焊硬质合金工艺复杂,生产率低,且大面积堆焊易使零件产生变形和裂纹,目前在球阀表面硬化中使用较少,对金属单座阀等阀门的堆焊较为常见。
2.镀硬铬
硬度可达40~55HRC,厚度为0.07~0.10mm。镀铬层硬度高、耐磨、耐蚀,并能长期保持表面光亮,而且工艺相对简单、成本较低。但硬铬镀层的硬度在温度升高时会因其内应力的释放而迅速降低,其工作温度不能高于427℃。另外,镀铬层的结合力低,镀层易发生脱落。镀硬铬工艺一般用在耐磨阀门上,如金属球阀,在其他阀门上则应用较少。随着硬化技术的发展进步,镀硬铬正逐渐被喷涂工艺所取代。
3.(等)离子渗氮
表面硬度可达800~1200HV,氮化层厚度为0.05~0.10mm。(等)离子渗氮处理硬化工艺由于耐蚀性较差,不能在化工强腐蚀等领域使用。
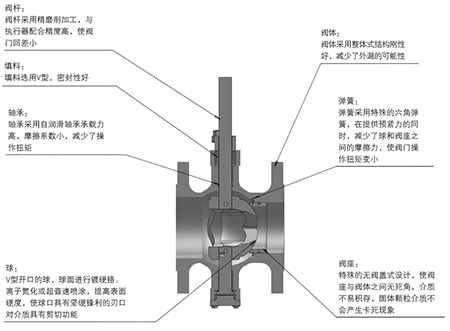
V型球阀结构图
4.超音速火焰喷涂工艺
硬度高可达60~70HRC,厚度为0.3~0.4mm。超音速火焰喷涂是球阀等表面需硬化面积较大阀门的主要硬化手段。在火力发电厂、石油化工系统、煤化工领域的高黏性流体,带粉尘及固体颗粒的混合流体,强腐蚀流体介质中工作的阀门大部分采用该硬化工艺。超音速火焰喷涂工艺是用氧燃料燃烧产生的高速气流加速粉末粒子撞击工件表面,从而形成致密表面涂层的一种工艺方法。在撞击过程中,由于粒子的速度较快(500~750m/s)且温度较高(3000℃左右),因此撞击工件表面后,可以获得高结合强度、低孔隙率、低氧化物含量的涂层。
超音速火焰喷涂的特点是合金粉末粒子的速度超过声速,甚至是声速的2~3倍,气流速度是声速的4倍。它是一种新的加工工艺,喷涂厚度为0.3~0.4mm,涂层与工件之间是机械结合,结合强度高、涂层孔隙率低(小于1%)。该工艺对工件的加热温度低(低于93℃),工件不变形,可进行冷喷涂。喷涂时,粉末粒子焰流速度高(1370m/s),无热影响区,工件的成分和组织无变化,涂层硬度高,可进行机械加工。
5.喷涂融合工艺
基体材质在经超音速火焰喷涂后,再重新加热到1000℃以上,硬化层与基材会发生部分熔化,达到冶金结合的目的,其得到的结合强度可达超音速火焰喷涂的7倍,低为480MPa,可使阀球、阀座表面与颗粒摩擦相撞时不会发生脱落。
由于喷涂融合工艺需要将基体再次加热到1000℃以上,因此基材须选用Inconel718高镍基材料,以满足强度要求。同时,由于被再次加热,硬化层的表面硬度有所降低,较处理前下降3~5HRC,其加工制造成本也将大幅提高。
6.喷焊
喷焊是通过热源将粉末(金属粉末、合金粉末、陶瓷粉末均可)加热到熔融或达到高塑性状态后,依靠气流将其喷射并沉积到预先处理过的工件表面上,形成一层与工件表面(基材)结合牢固的涂(焊)层。在喷焊和堆焊硬化工艺中,硬质合金与基体均具有熔融过程,硬质合金与基体结合处有热熔区,为完全达到喷焊或堆焊硬质合金层性能要求,避免加工后的焊接热熔区为金属接触面,建议喷焊或堆焊硬质合金厚度大于3mm。
V型球阀硬化处理
经过硬化处理后的阀门,在矿浆、抛丸机、颗粒介质、粉料介质、混合杂质的场合中得到了广泛的应用,上海川沪阀门生产的V型球阀就是一个典型的适合耐磨场合的阀门,阀芯呈V型结构,有着优秀的剪切介质效果,并且在阀座接触中还有刮擦的效果, 阀芯和阀座经过对焊硬质合金、或者喷涂碳化钨处理后,耐磨性能得到了大大的提升,在矿浆和颗粒的场合中,使用效果优异。大大增加了阀门的使用寿命。V型球阀有蜗轮型、气动V型球阀和电动V型球阀等,适合PLC来控制阀门的开度大小,或者开关等操作。
 销售热线:021-51863046(转各分机) 传真:021-51863049 邮箱:chvalve@126.com 地址:上海市奉贤区金汇工业园金碧路666号
版权所有 © 上海川沪阀门有限公司
销售热线:021-51863046(转各分机) 传真:021-51863049 邮箱:chvalve@126.com 地址:上海市奉贤区金汇工业园金碧路666号
版权所有 © 上海川沪阀门有限公司